




 行業(yè)資訊
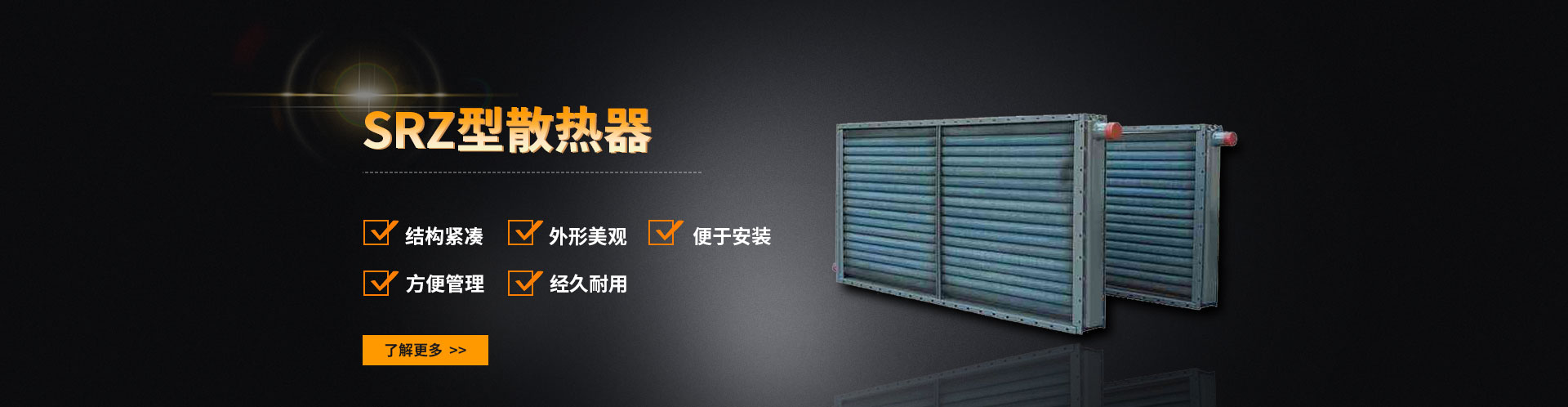
行業(yè)資訊翅片管散熱器的制造工藝與質(zhì)量控制
高質(zhì)量的制造工藝是確保翅片管散熱器性能的關(guān)鍵。從原材料加工到成品組裝
,每個(gè)環(huán)節(jié)都需要精確控制
,以確保產(chǎn)品的可靠性和耐久性。
基管加工是制造過(guò)程的第一步
。需要采用高精度軋制設(shè)備,確保管徑和壁厚的均勻性。以銅管為例,其直徑公差通常控制在±0.05mm以內(nèi),壁厚公差在±0.02mm范圍內(nèi)。這種精度要求確保了后續(xù)裝配的順利進(jìn)行和熱傳導(dǎo)的均勻性。
翅片成型工藝直接影響散熱效果
。先進(jìn)的數(shù)控沖壓技術(shù)可以確保翅片形狀的一致性和尺寸精度。翅片間距通常控制在2-4mm之間,過(guò)大會(huì)降低散熱面積,過(guò)小則增加風(fēng)阻。通過(guò)有限元分析優(yōu)化翅片形狀,可以在保證強(qiáng)度的前提下,最大化散熱面積。裝配工藝是決定散熱器性能的關(guān)鍵環(huán)節(jié)
。采用高頻感應(yīng)焊接技術(shù),可以確保翅片與基管之間的緊密結(jié)合,接觸熱阻可降低至0.01℃·cm2/W以下。裝配完成后,需要進(jìn)行嚴(yán)格的氣密性測(cè)試和熱性能測(cè)試,確保產(chǎn)品達(dá)到設(shè)計(jì)要求。質(zhì)量控制貫穿整個(gè)制造過(guò)程
。從原材料入庫(kù)檢驗(yàn)到成品出廠測(cè)試,每個(gè)環(huán)節(jié)都需要嚴(yán)格執(zhí)行質(zhì)量控制標(biāo)準(zhǔn)。采用先進(jìn)的檢測(cè)設(shè)備 ,如X射線探傷儀
、紅外熱成像儀等,可以及時(shí)發(fā)現(xiàn)并解決潛在問(wèn)題
,確保產(chǎn)品質(zhì)量的穩(wěn)定性
。
Copyright ? 2025 無(wú)錫市鼎晟換熱設(shè)備制造有限公司 All Rights Reserved 蘇ICP備18011155號(hào)-1